|
|
|
||||||||||||
|
|||||||||||||














Контроль геометрии и взаимного расположения элементов конструкции цилиндров гидравлического пресса на заводе «Электросталь»
 |
Сотрудники компании «НГКИ» выполнили инженерно-геодезические изыскания на территории металлургического завода «Электросталь». Было произведено наземное лазерное сканирование внутренней поверхности цилиндров с целью определения фактического размера и взаимного положения втулок.
|
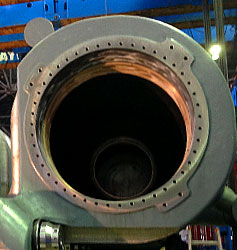
Специалисты компании «НГКИ» выполнили инженерно-геодезические изыскания на территории металлургического завода «Электросталь». Целью выполнения этих работ явился контроль геометрии и взаимного расположения втулок внутри цилиндров гидравлического пресса. Изыскания выполнялись с помощью современной технологии наземного лазерного сканирования внутренней поверхности цилиндров для определения фактического размера и взаимного положения втулок.
Коротко о металлургическом заводе «Электросталь»
Расположенный в Московской области металлургический завод «Электросталь» занимает лидирующие позиции среди отечественных производителей высококачественных сталей. Завод является основным российским производителем продукции жаропрочных никелевых сплавов в предельно широком марочном и размерном сортаменте — от проволоки до крупногабаритных поковок. Предприятие располагает уникальным комплексом металлургического оборудования, которое обеспечивает полный цикл производства любых партий металлургической продукции — от вагонных поставок до всего лишь нескольких килограммов.
Требования к точности выполняемых обмерных работ
Перед специалистами инженерной компании «НГКИ» Заказчиком была поставлена следующая задача: точность всех измерений должна соответствовать классу точности изготовления элементов гидравлического пресса. Класс точности втулок D = 1900 мм и D = 1100 мм — H8, допуск от 0,000 до +0,230 мм. Класс точности проточенной части цилиндра — H7, допуск от 0,000 до +0,150 мм.
Технологическая карта выполнения проекта по контролю геометрии и взаимного положения элементов конструкции цилиндров гидравлического пресса завода «Электросталь» с помощью технологии наземного лазерного сканирования изложена ниже.
Лазерное сканирование для целей контроля геометрии и взаимного положения элементов конструкции гидравлического пресса
При выборе 3D лазерного сканера было решено использовать в нашей работе трёхмерный фазовый лазерный сканер Surphaser 25HSX, предел допускаемого среднеквадратического отклонения (СКО) измерения координат конкретного экземпляра, задействованного в проекте, составляет 0,065 мм на расстоянии не более 2 метров.
При выборе штатива для установки прибора нашими специалистами было принято решение установить 3D лазерный сканер на фотоштатив без трегера. При определении места установки лазерного сканера решено установить прибор по чертежу цилиндра пресса таким образом, чтобы угол падения лазерного луча на все обмеряемые поверхности был одинаковым. Для того, чтобы получить точные результаты измерений на металлических поверхностях, потребовалось распылить отражающий порошок на поверхность цилиндра гидравлического пресса. Для этих целей был использован специализированный порошок — проникающая система проверки U89, проявитель фирмы HELLING. На этапе выбора конфигурации 3D лазерного сканирования было принято решение измерять объект в два прохода с целью повышения точности для каждой из точек съёмки, полученных при первом проходе.
Камеральная обработка данных измерений, контроль качества сканов, подготовка обмерных чертежей и отчёта
При камеральной обработке полученных цифровых данных в результате выполненного лазерного сканирования было использовано специальное профессиональное программное обеспечение Trimble Real Works версии 7.2. На стадии камеральных работ был провёден контроль качества сканов, выполнена оценка уровня шумов, а также произведено вписывание в облако точек цилиндров, построены необходимые обмерные чертежи. Полученный в результате отчёт содержит информацию о геометрии цилиндра, ошибке вписывания и взаимном положении вписанных цилиндров.
Инженерная компания «НГКИ» профессионально занимается инженерно-геодезическими изысканиями в различных отраслях промышленности и энергетики, выполняет высокоточные промышленные обмеры, а также проводит обмеры различных объектов гражданского и промышленного строительства с применением технологии наземного лазерного сканирования. Полную информацию обо всех видах выполняемых работ и особенностях данного сегмента рынка вы сможете узнать в разделе «Услуги» сайта инженерной компании «НГКИ» на следующих страницах:
— «Обмерные работы и инженерные изыскания на объектах промышленности, энергетики и инфраструктуры»;
— «Выверка и юстировка промышленного оборудования и производственных линий, прецизионные измерения»;
— «3D сканирование с микронной точностью, построение высокоточных обмерных моделей и чертежей».
 |
 |
 |

|
© 2001 – 2026. Инженерная компания «НГКИ».
Официальное интернет-представительство. Контактная информация:
телефоны:
эл. почта:
|
Трёхмерное лазерное сканирование и обмерные работы, топографо-геодезические работы, инженерные изысканияВнедрение технологии построения 3D моделей и подготовки исполнительной документации зданий, сооружений и оборудования по результатам трёхмерного лазерного сканирования в практику проектирования, строительства, реконструкции и управления объектами гражданского и промышленного строительства.
|
Разработка и контент
сайта: Trio-R Alliance. При использовании любых материалов с ресурса ссылка на сайт www.ngce.ru обязательна!
|